
Lingua
Ricerca prodotto
Lingua
- English
- 简体中文
- Тоҷикӣ
- O'zbek
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel

Notizie aziendali
DMAIC - Facilitare il miglioramento continuo della qualità delle parti lavorate
2025-09-19Aderendo alla politica di qualità dell'azienda e alla filosofia di gestione di "Soddisfare se stessi, soddisfare i clienti, essere onesti e affidabili e lottare per l'eccellenza", forniamo continuamente ai clienti prodotti con un rapporto costo-efficacia più elevato e una qualità più stabile. Recentemente, nelle officine di lavorazione meccanica, si è verificato un fenomeno in cui le dimensioni chiave o le tolleranze geometriche di alcuni processi chiave sono instabili dopo la lavorazione e non riescono a soddisfare i requisiti di controllo 6 - Sigma. La direzione dell'azienda attribuisce grande importanza a questo aspetto e ha promosso l'officina per istituire una task force per il miglioramento della qualità dell'officina. Questa task force è composta da leader dei dipartimenti competenti, ingegneri competenti, team leader e dipendenti di produzione in prima linea. Utilizzando il metodo DMAIC di miglioramento 6 - Sigma, è stata lanciata una campagna completa di miglioramento della qualità. Attraverso una serie di attività di miglioramento quali indagini di base, raccolta dati, riepilogo dei problemi, analisi delle cause e formulazione di misure di miglioramento a breve e lungo termine, il lavoro di miglioramento della qualità è stato completamente svolto. Questa attività di miglioramento ha migliorato in modo completo la capacità pratica dei manager e dei dipendenti di base nel comprendere, applicare e promuovere gli strumenti di miglioramento 6-Sigma in modo parallelo. Aiuta a ridurre la variazione e la fluttuazione delle caratteristiche di qualità delle parti lavorate, migliorando così la qualità complessiva della produzione dei motori e contribuendo a fornire ai clienti prodotti di migliore qualità.
Il processo di miglioramento DMAIC comprende cinque fasi: definire, misurare, analizzare, migliorare e controllare. Queste cinque fasi costituiscono un metodo di miglioramento della qualità dell'intero processo e ciascuna fase è composta da diverse fasi di lavoro. Quella che segue è una breve descrizione del miglioramento del problema relativo all'instabilità della coassialità delle camere dei cuscinetti anteriore e posteriore e dell'eccentricità della faccia terminale dell'assemblaggio dopo l'assemblaggio della base della macchina a doppio supporto e del gruppo della camera dei cuscinetti:
01 Definire
I membri interessati del team hanno tenuto una riunione speciale per il miglioramento della qualità e hanno utilizzato il brainstorming per definire gli obiettivi di miglioramento del team:
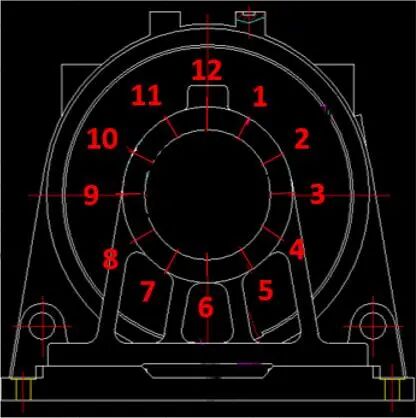
• a) Problema: la coassialità del foro interno lavorato di precisione della sede del cuscinetto del gruppo base della macchina a doppio supporto è instabile. Dopo l'assemblaggio, l'eccentricità della camera del cuscinetto dell'intera base della macchina supererà la tolleranza, il che non soddisfa i requisiti del disegno.
• b) Obiettivo di miglioramento: il tasso di difetti è inferiore a 200 PPM e l'eccentricità della camera del cuscinetto è inferiore a 0,05 mm.

02 Misurare
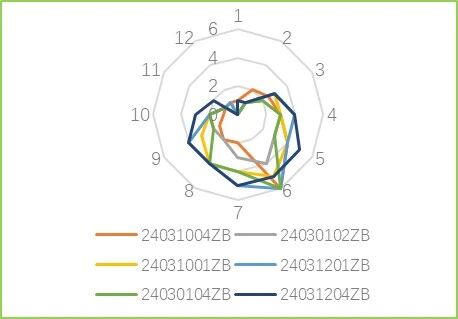
Il team di miglioramento ha progettato una tabella dei parametri che influenzano la qualità relativi al processo di lavorazione. Secondo questa tabella, gli operatori dei processi corrispondenti hanno raccolto dati, tra cui la scomposizione del processo e del processo, le impostazioni dei parametri di taglio, le impostazioni dei parametri chiave di utensili e attrezzature, le impostazioni di posizionamento e forza di serraggio e altri parametri correlati. Una volta completata la raccolta dei dati, viene utilizzato un grafico radar per effettuare una valutazione oggettiva dell'efficacia dell'attuale sistema di misurazione.
• UN. Definire i parametri di valutazione
Utilizzando il diagramma a lisca di pesce causa-effetto per il brainstorming, elencare le possibili cause-fattori che influenzano in 5M2E (Uomo, Macchina, Materiale, Metodo, Misurazione, Ambiente, Energia) e raccogliere i dati di origine sotto forma di un elenco. Ad esempio, la correlazione tra forza di bloccaggio e deformazione, la correlazione tra velocità della macchina utensile e impostazioni dei parametri di taglio e i parametri di precisione della macchina utensile.
• B. Raccogliere dati
Dopo aver confermato le principali caratteristiche di qualità e le principali variabili di output del processo, scoprire le principali variabili di input del processo. L'ingegnere di processo guida i dipendenti nella raccolta dei dati.
• C. Valutare i dati misurati
Sulla base dei dati di origine raccolti dalle variabili chiave del processo, calcolare dati statistici come media, varianza e deviazione standard. Disegna una carta di Pareto, una carta di controllo X/R o una carta radar per ulteriori analisi. Ad esempio, attraverso il grafico del radar dei dati, possiamo vedere che l'eccentricità del foro interno della sede del cuscinetto del gruppo base della macchina è causata dalla deformazione del foro interno della sede del cuscinetto. Sulla base di questa conclusione possiamo analizzare le cause in modo mirato.
03 Analizzare
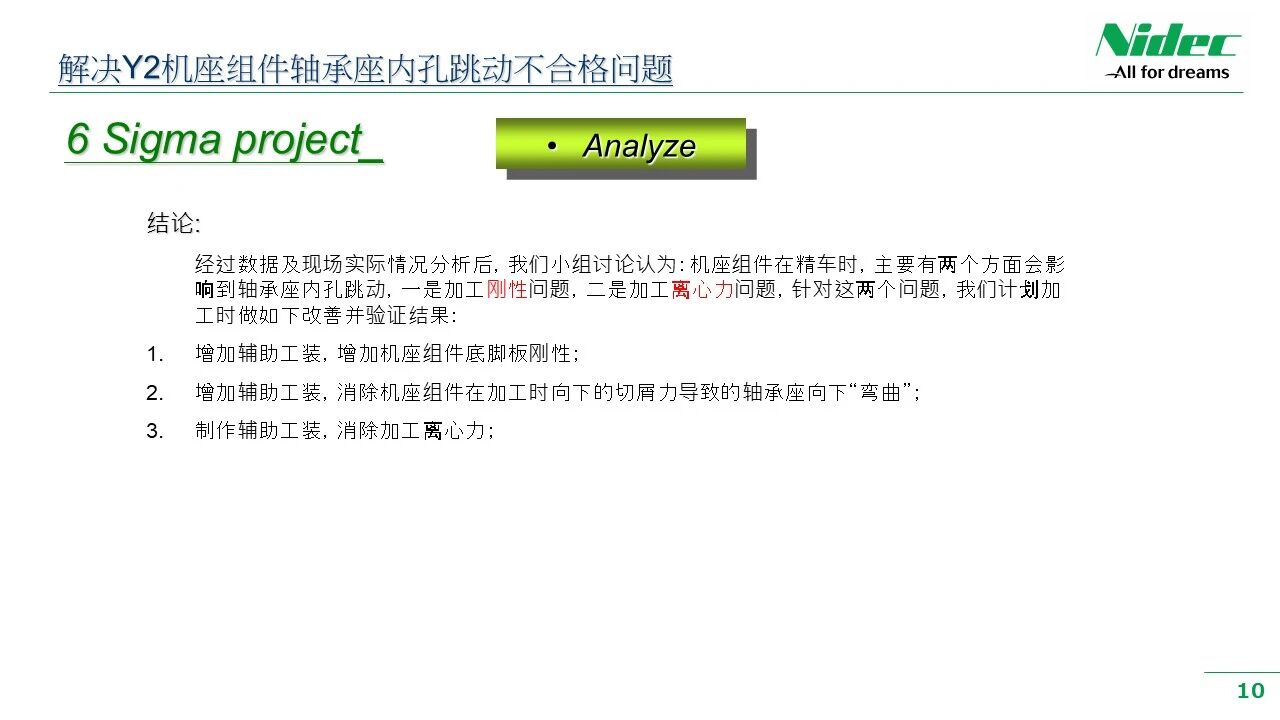
Il team utilizza strumenti di analisi come PFMEA (Process Failure Mode and Effects Analysis) e diagrammi a lisca di pesce per condurre un'analisi approfondita delle cause sui dati raccolti e trovare la causa principale. Ciò include l'identificazione della distribuzione dei dati, delle tendenze di cambiamento, l'identificazione dei valori anomali, l'analisi della relazione tra le variabili del processo e la determinazione delle cause profonde di potenziali problemi. Stabilendo la connessione tra problemi e cause, il team può comprendere a fondo la natura del problema e gettare le basi per formulare soluzioni efficaci. Ad esempio, attraverso l'analisi del grafico radar dei dati di concentricità del foro interno della sede del cuscinetto, possiamo concludere che le cause di questo problema includono l'influenza della rigidità di lavorazione e della forza centrifuga di lavorazione sulla concentricità. Secondo il principio DOE (Design of Experiments), un piano di miglioramento viene progettato per verificare se l'ipotesi di causa è valida, e quindi viene trovata la causa principale.
04 Migliora
Sulla base dei risultati delle analisi e delle verifiche, il team propone e realizza soluzioni mirate. Ciò può comportare l'ottimizzazione dei processi, l'aggiornamento della tecnologia, il miglioramento delle operazioni e altri aspetti. È importante che il team verifichi l'efficacia delle soluzioni per garantire che possano produrre i risultati attesi nel funzionamento effettivo. Una volta che la verifica avrà esito positivo, il team aggiornerà la descrizione del processo e i metodi operativi per garantire che le nuove soluzioni possano essere standardizzate e che i risultati di miglioramento possano essere promossi durante tutto il processo di lavorazione. Ad esempio, nel risolvere il problema del runout del basamento della macchina della serie Y2, il nostro team ha proposto soluzioni mirate sulla base dei risultati analizzati nella fase di Analisi. Queste soluzioni includono l'aggiunta di punti di supporto nella posizione sospesa del sedile del cuscinetto, l'aggiunta di piastre di acciaio ai piedi della base della macchina per migliorarne la rigidità e l'aggiunta di contrappesi di fronte ai piedi della base della macchina. Successivamente, sono state effettuate verifiche di prova dell'elaborazione una per una per confermare che i dati di verifica dell'elaborazione soddisfacessero gli obiettivi attesi dal team e alla fine è stata trovata una soluzione efficace.

05 Controllo
La fase di Controllo rappresenta l'anello finale del metodo DMAIC ed è anche la chiave per garantire la sostenibilità dei risultati di miglioramento. In questa fase, il team formulerà e implementerà un piano di controllo, compreso il monitoraggio del processo, la gestione delle anomalie e il miglioramento continuo. Monitorando regolarmente le prestazioni del processo e adattando la strategia di controllo, il team può garantire che il processo sia sempre in uno stato controllato e prevenire il ripetersi del problema.

Attraverso l'applicazione specifica dello strumento di miglioramento Six Sigma DMAIC in più team di miglioramento dell'officina di lavorazione, è stata migliorata la consapevolezza e la capacità pratica di tutti i dipendenti di utilizzare continuamente questo strumento per migliorare la qualità del processo. Ha stimolato l'innovazione e la vitalità del miglioramento di tutti i dipendenti dell'officina, promosso l'applicazione estesa e approfondita del metodo DMAIC nei futuri progetti di miglioramento, migliorato notevolmente la capacità di tutti i dipendenti dell'officina di lavorazione di analizzare e risolvere problemi anomali di qualità e ha consentito ai dipendenti di trovare il divertimento nell'imparare, praticare e godere dei risultati di miglioramento nel processo di miglioramento.
Consigli sulle notizie

Incontro "Ni" | I componenti per ascensori Nideco fanno il loro debutto alla fiera internazionale degli ascensori in Cina del 2026
2026-06-20
Nidec Elevator Components Guangde Co., Ltd. inaugura una grande inaugurazione, consentendo l'aggiornamento globale della produzione intelligente per i componenti principali degli ascensori
2026-06-20
Nuove opportunità sulla via della seta: esplorazione del mercato degli ascensori in Kazakistan
2026-06-20
Soluzione di retrofit per macchine ultrasottili Nidec
2026-03-21
L'avvolgimento modulare a dente singolo per statore stabilisce un nuovo standard per una produzione ad alta efficienza
2026-03-02